A peça sai do molde. Visualmente parece boa. Mas quando o operador coloca sobre a bancada ou tenta montar com outra peça, percebe: ela está torta. Uma flecha sutil na diagonal, uma curva que não deveria estar ali, uma dimensão que não fecha com a especificação.
Empenamento em peça plástica é um dos defeitos mais frustrantes exatamente porque ele geralmente só aparece no tryout, depois que o molde está pronto. E quando aparece, raramente tem solução simples: ajustar parâmetros de processo ameniza, mas quase nunca resolve de vez.
Este artigo explica por que o empenamento acontece, onde ele nasce (quase sempre no projeto, não no processo) e o que pode ser feito antes de o molde existir para garantir que a peça saia dentro da tolerância.
O que é empenamento e por que ele acontece
Empenamento, ou warpage, é a deformação dimensional de uma peça plástica após o resfriamento. A peça não mantém a geometria do molde: ela se distorce, curva ou torce.
A causa raiz é sempre a mesma: contração diferencial. Quando o plástico resfria, ele se contrai. Se essa contração não é uniforme em toda a peça, se uma região contrai mais que outra, a diferença de dimensão interna cria tensão. Quando a peça sai do molde e essa tensão é liberada, a peça se deforma.
O que causa contração diferencial? Basicamente três fatores, e todos têm origem no projeto:
- Variação de espessura de parede: regiões mais espessas resfriam mais devagar e contraem mais.
- Resfriamento assimétrico: quando as duas faces da peça resfriam em velocidades diferentes.
- Orientação de material: em materiais com carga de fibra, a fibra se alinha com o fluxo e a contração na direção perpendicular é maior.
As causas de empenamento que vêm do projeto
1. Variação de espessura de parede
A causa mais comum. Uma peça com paredes de espessura uniforme contrai de forma relativamente homogênea. Uma peça com regiões muito mais espessas que outras, como nervuras mal dimensionadas, acumulações de massa em intersecções e transições abruptas, cria gradientes de temperatura e contração que inevitavelmente resultam em empenamento.
A regra é a mesma do rechupe: manter espessura de parede nominal constante, com transições graduais onde variações são necessárias. Peças com variação de espessura maior que 50% entre regiões adjacentes têm risco alto de empenamento.
2. Geometria assimétrica sem compensação
Uma peça com geometria assimétrica, com mais material de um lado do que do outro, vai contrair de forma assimétrica. Se o projeto não antecipa isso, por exemplo compensando com nervuras de rigidez estrategicamente posicionadas, a peça vai empenar na direção de menor rigidez.
Tampas, painéis e peças planas são especialmente vulneráveis porque têm pouca rigidez fora do plano. Uma placa plana de polipropileno quase sempre empena se não tiver nervuras ou bordas de enrijecimento.
3. Posicionamento inadequado do ponto de injeção
O gate define como o material flui dentro da cavidade. Onde o material flui, as moléculas, e as fibras em materiais com carga, se orientam. Essa orientação cria anisotropia de contração: a peça contrai de forma diferente nas direções paralela e perpendicular ao fluxo.
Um gate mal posicionado cria padrões de fluxo assimétricos que geram contração assimétrica e empenamento. A simulação Moldflow permite visualizar esses padrões de fluxo e orientação antes de o molde ser construído.
4. Material com carga de fibra sem análise de orientação
Materiais como PA6-GF30, PA66-GF30 ou PP-GF têm comportamento de contração anisotrópico: a fibra se alinha com o fluxo durante a injeção, e a contração na direção transversal ao fluxo é significativamente maior que na direção longitudinal. Essa diferença pode ser de 2x a 4x dependendo do material e do teor de fibra.
O resultado é um empenamento pronunciado que só pode ser previsto com simulação que considera a orientação de fibras, não com a intuição do projetista, por mais experiente que seja.
5. Sistema de resfriamento desequilibrado no molde
Quando os canais de refrigeração do molde não distribuem o resfriamento de forma uniforme nas duas faces da peça, uma face solidifica mais rápido que a outra. A face que esfria mais rápido contrai primeiro e puxa a peça na sua direção.
Esse é um problema que nasce no projeto do molde, não da peça, mas que pode e deve ser antecipado em simulação de resfriamento antes da usinagem.
Por que ajustar os parâmetros de processo não resolve
Aumentar a temperatura do molde reduz gradientes térmicos e pode diminuir o empenamento, mas aumenta o ciclo e o custo de produção. Reduzir velocidade de injeção altera a orientação do material, mas tem efeito limitado no empenamento de peças com variação de espessura. Aumentar pressão de recalque melhora a compactação, mas não elimina a causa raiz da contração diferencial.
O processista experiente consegue encontrar uma combinação de parâmetros que reduz o empenamento dentro de uma janela aceitável. Mas se a geometria da peça ou o projeto do molde são a causa raiz, essa janela pode ser muito estreita ou simplesmente não existir.
A pergunta que precisa ser respondida antes do tryout é: a geometria desta peça, com este material, permite uma janela de processamento que entrega as tolerâncias exigidas? Essa pergunta tem resposta em simulação. No tryout, a resposta já vem com custo.
Como a simulação Moldflow prevê o empenamento antes do molde
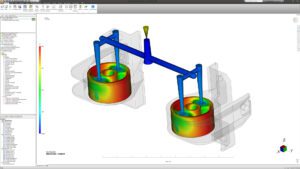
A análise de empenamento no Moldflow simula o ciclo completo de injeção, preenchimento, recalque e resfriamento, e calcula a deformação resultante da peça considerando:
- Contração volumétrica diferencial por variação de espessura
- Gradientes térmicos do sistema de resfriamento
- Orientação de fibras e anisotropia de contração (para materiais com carga)
- Tensões residuais geradas durante o preenchimento e o recalque
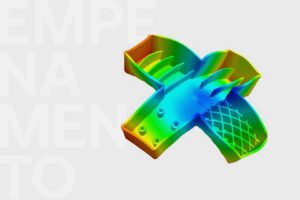
O resultado é um mapa de deformação da peça: onde ela vai empenar, quanto e em que direção. Com esses dados, o engenheiro pode tomar decisões ainda na fase de projeto:
- Ajustar a geometria da peça: adicionar nervuras de rigidez, modificar espessuras, suavizar transições.
- Reposicionar o gate: para criar padrões de fluxo e orientação mais favoráveis.
- Reprojetar o sistema de resfriamento: para equilibrar a taxa de resfriamento nas duas faces.
- Compensar no molde: em alguns casos, é possível fazer o molde com geometria levemente oposta ao empenamento previsto, para que a peça corrija sua forma durante o resfriamento.
Todas essas intervenções custam horas de CAD e engenharia quando feitas antes do molde. Depois do tryout, custam retrabalho de ferramental.

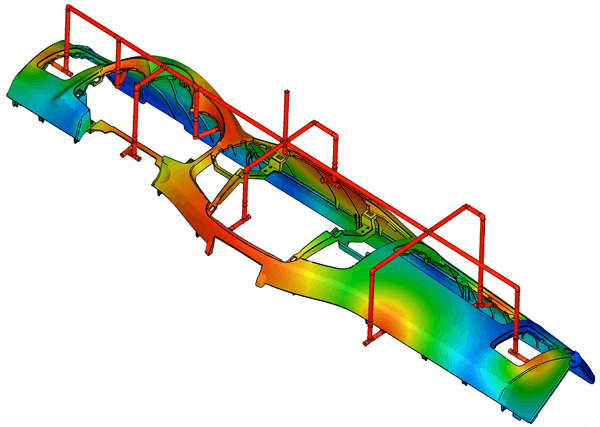
Empenamento em peças planas: o caso mais comum e mais subestimado
Peças planas, como tampas, bandejas, painéis e bases, são as que mais empenas em injeção plástica. O motivo é direto: elas têm baixíssima rigidez fora do plano, então qualquer desbalanço de contração se manifesta como deformação visível.
O projeto correto para peças planas quase sempre inclui:
- Nervuras perimetrais e internas para rigidez fora do plano
- Espessura de parede reduzida e uniforme
- Gate centralizado ou balanceado para fluxo simétrico
- Canais de resfriamento simétricos nas duas faces do molde
Uma peça plana projetada sem considerar esses elementos quase certamente vai empenar. A diferença entre “certamente vai” e “provavelmente vai com esse material e esse gate” é exatamente o que a simulação quantifica.
Qual tolerância dimensional é realista para peças plásticas injetadas?
A resposta depende do material, da geometria e do processo, mas como referência geral:
- PP e PE sem carga: tolerância de ±0,3% a ±0,5% da dimensão nominal
- ABS e PS: ±0,2% a ±0,3%
- PA, POM e PBT: ±0,15% a ±0,3%, mais previsíveis com controle de umidade
- Materiais com carga de fibra: anisotropia significa tolerâncias diferentes nas direções paralela e transversal ao fluxo
Tolerâncias mais apertadas que esses valores são possíveis, mas exigem controle rigoroso de processo, molde com sistemas de refrigeração otimizados e, quase sempre, simulação prévia para identificar se são alcançáveis com a geometria proposta.
Especificar tolerâncias de ±0,05 mm em uma peça de PP de 300 mm sem análise prévia é estabelecer uma meta que o processo de injeção dificilmente vai atingir.
Como a Projetos de Mestre trata o empenamento no processo de desenvolvimento
A análise de empenamento faz parte do processo padrão de simulação para qualquer peça com requisitos dimensionais relevantes. Não é um serviço adicional: é uma etapa do desenvolvimento.
O fluxo é: projeto conceitual com espessuras e nervuras definidas por análise estrutural, simulação Moldflow com análise de preenchimento, recalque, resfriamento e empenamento, identificação das regiões com maior deformação prevista, ajuste de projeto ou compensação no molde, projeto do molde com sistema de resfriamento otimizado e tryout com parâmetros já validados em simulação.
O resultado é um processo mais previsível: menos iterações no tryout, menos risco de retrabalho no molde e prazo de desenvolvimento mais controlado.
Se você está desenvolvendo uma peça com tolerâncias dimensionais críticas ou já enfrenta empenamento em uma peça existente, entre em contato para uma avaliação técnica.