O orçamento foi aprovado. O molde foi construído. O tryout aconteceu e a peça não está certa. Rechupe visível, empenamento fora de tolerância, linha de emenda em posição inaceitável, preenchimento incompleto.
Começa então uma conta que ninguém queria fazer: quanto vai custar corrigir isso?
A resposta varia com a gravidade do problema, mas o intervalo é consistente na indústria: retrabalho em molde de injeção custa entre 30% e 70% do valor original do ferramental. Em moldes de maior complexidade, onde o problema exige reusinagem de cavidade, adição de elementos ou mudança no sistema de canais, o custo pode superar o valor do molde original.
Este artigo explica por que esse custo é tão alto, quais são as causas mais comuns de retrabalho, e o que pode ser feito ainda na fase de projeto para evitá-lo.

Por que retrabalho em molde é tão caro
Para entender o custo do retrabalho, é preciso entender o que um molde de injeção é fisicamente. Um molde é uma peça de precisão usinada em aço ferramenta, materiais como P20, H13 ou aços inoxidáveis para aplicações especiais. As cavidades são usinadas com tolerâncias de centésimos de milímetro. O sistema de refrigeração é um conjunto de canais internos que percorre as placas do molde com posicionamento preciso.
Quando um problema é detectado no tryout e a solução exige modificação no molde, o ferramentista precisa:
- Identificar com precisão a origem do problema
- Desmontar o molde completamente ou parcialmente
- Reusinar as regiões afetadas: o que, em muitos casos, significa substituir postiços inteiros
- Retratar termicamente se necessário
- Remontar, ajustar e polir
- Fazer novo tryout: com custo de máquina, material e técnico
Cada etapa consome tempo de engenheiro, tempo de máquina CNC de alta precisão, materiais de aço e insumos de tratamento. E o molde fica parado durante todo esse período sem produzir.
O custo não é só financeiro. O prazo de lançamento do produto atrasa. O cliente final espera. Em alguns mercados, esse atraso tem custo comercial direto.
As causas mais comuns de retrabalho: onde elas nascem
Rechupe e chupagem
Causa raiz mais frequente de retorno do molde para retrabalho. O rechupe aparece no tryout, o processista tenta ajustar parâmetros, consegue atenuar mas não eliminar, e o ferramental precisa voltar para correção de geometria.
A origem quase sempre está no design da peça: espessura de parede excessiva em alguma região, raiz de nervura superdimensionada, acumulação de massa em intersecções. O molde é construído corretamente, o problema estava no projeto da peça.
Correção típica: abertura de material em regiões de acumulação de massa, inserção de postiços, modificação de nervuras. Custo: médio a alto, dependendo de quantas regiões precisam ser trabalhadas.
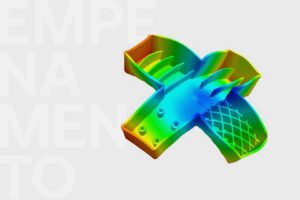
Empenamento fora de tolerância
A peça sai do molde deformada: flecha, torção, ou variação dimensional que não atende o projeto. Isso é especialmente crítico em peças que precisam encaixar em outras ou em componentes de precisão.
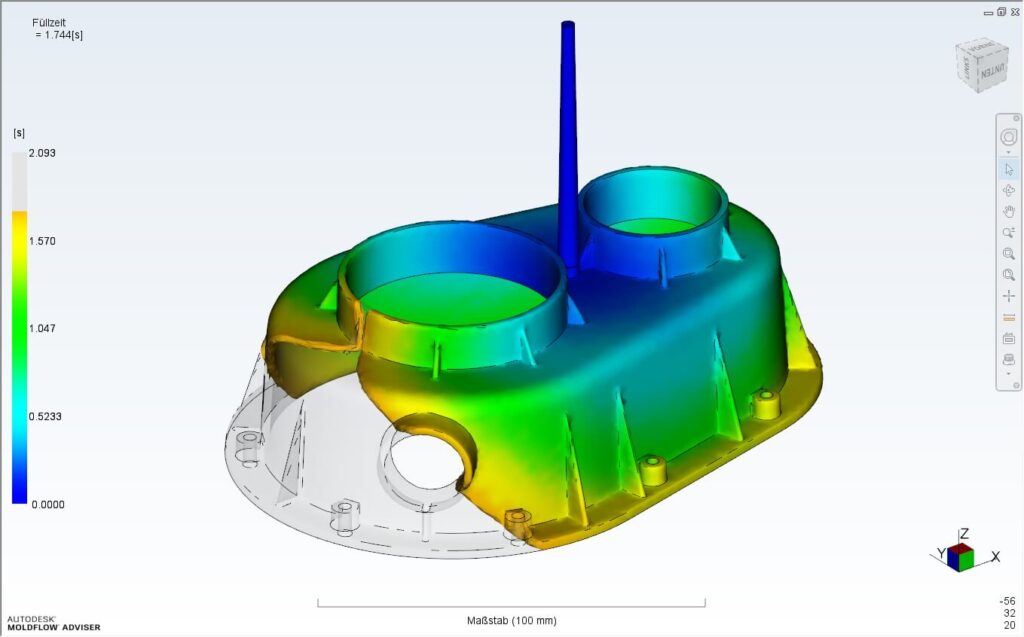
A origem pode estar no resfriamento desequilibrado do molde, na contração diferencial por variação de espessura, ou na orientação de fibras em materiais com carga. Na maioria dos casos, o problema era previsível em simulação Moldflow, e não foi simulado.
Correção típica: modificação do sistema de refrigeração, ajuste de espessuras por postiços, rebalanceamento do gate. Custo: médio a muito alto, especialmente se envolver retrabalho no sistema de refrigeração.
Linha de emenda em posição inaceitável
A weld line (linha de solda ou emenda, o ponto de encontro de duas frentes de fluxo) aparece em posição visível ou em região de alta tensão mecânica. Em peças com furos, janelas ou variações bruscas de seção, as linhas de emenda são inevitáveis, a questão é onde elas aparecem. Sem simulação, isso é descoberto no tryout.
Correção típica: modificação ou adição de gates, alteração de canais para rebalancear o fluxo, redesenho de postiços. Custo: médio, mas pode ser alto se exigir mudança estrutural no sistema de injeção.
Preenchimento incompleto ou queima de material
A cavidade não preenche completamente (short shot) ou o material queima nas extremidades pelo aprisionamento de gás. Frequentemente associada a posicionamento de gate não otimizado ou saídas de gás insuficientes.
Correção típica: abertura ou reposicionamento de gate, adição de saídas de gás, modificações de geometria em postiços. Custo: baixo a médio, mas eleva o número de tryouts necessários.
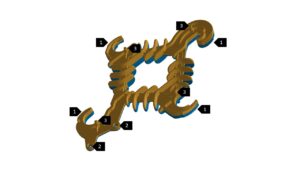
Problema no sistema de extração
A peça não extrai corretamente, gruda no molde, deforma na extração, ou apresenta marcas dos extratores em regiões inaceitáveis. Causa comum em peças com ângulos de saída insuficientes ou acabamento superficial inadequado nas paredes de fechamento.
Correção típica: adição ou reposicionamento de pinos extratores, correção de ângulos de saída, modificação de superfícies. Custo: baixo a médio.
A conta que precisa ser feita antes do molde
Antes de decidir se um projeto precisa de revisão DfM e simulação, vale fazer uma conta simples:
Valor do molde × risco estimado de retrabalho = exposição financeira sem projeto validado
Se o molde custa R$ 150.000 e o risco de retrabalho é de 40%, a exposição é de R$ 60.000, sem contar o custo de atraso no lançamento do produto.
Uma revisão DfM completa com simulação Moldflow para uma peça de complexidade média custa tipicamente entre 1% e 10% do valor do molde. Para um molde de R$ 150.000, o investimento em projeto e simulação fica entre R$ 7.500 e R$ 10.000.
A matemática é clara. O que varia é a percepção de risco, e ela tende a ser subestimada quando o projeto ainda está no papel e tudo parece simples.
O que aumenta o risco de retrabalho
- Peça com geometria nova, sem histórico de processo
- Material de engenharia com comportamento reológico complexo (PA-GF, POM, PC, PBT)
- Tolerâncias dimensionais apertadas em peças que precisam montar com outras
- Superfícies visíveis com requisitos estéticos de alto padrão
- Molde de alto valor, multicavidade, câmara quente, aço nobre
- Projeto desenvolvido sem revisão DfM formal
- Projeto desenvolvido sem simulação de preenchimento e empenamento
O que reduz o risco de retrabalho
- Revisão DfM antes de o molde ser orçado
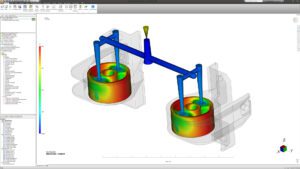
- Simulação Moldflow de preenchimento, recalque e empenamento
- Projeto de molde baseado nos parâmetros validados pela simulação
- Alinhamento técnico entre projetista da peça e ferramentista antes da construção
- Tryout conduzido com parâmetros de processo já definidos pela simulação
O verdadeiro custo não está no molde. Está no atraso.
Um retrabalho em molde raramente demora menos de três semanas. Em casos complexos, pode levar dois meses e exigir dois ou três tryouts adicionais.
Para empresas que trabalham com janelas de lançamento definidas por sazonalidade, contratos de fornecimento ou datas de feira, esse atraso tem impacto direto em receita. Um produto que deveria ser lançado no segundo trimestre e atrasa para o terceiro perde a janela de mercado. Um fornecedor que entrega fora do prazo compromete o relacionamento comercial com o cliente.
Esse custo raramente entra na conta quando se discute “vale ou não vale simular”. Mas ele é real, e em muitos casos é maior do que o próprio custo de retrabalho no ferramental.
Como a Projetos de Mestre estrutura o processo para evitar retrabalho
O processo foi construído para eliminar surpresas no tryout:
- Revisão DfM da peça: antes de qualquer projeto de molde. Verificamos espessuras, nervuras, ângulos de saída, raios de concordância e todas as variáveis que afetam a injetabilidade. Problemas identificados aqui custam horas de CAD, não retrabalho de molde.
- Simulação Moldflow: preenchimento, recalque, resfriamento e empenamento. Os resultados definem o posicionamento de gate, o sistema de refrigeração e os parâmetros de processo recomendados. Tudo isso vai para o ferramentista antes da usinagem começar.
- Alinhamento com o ferramenteiro: entregamos o projeto com todos os parâmetros validados. O ferramenteiro não precisa adivinhar onde colocar o gate nem como dimensionar os canais, ele tem dados.
- Acompanhamento no tryout: participamos do tryout para validar que os parâmetros definidos em simulação funcionam na máquina real e para fazer os ajustes finos necessários.
O resultado é um processo mais previsível: menos iterações no tryout, menos retrabalho, prazo mais curto da concepção à peça aprovada.
Se você está desenvolvendo um produto plástico e quer entender quais são os riscos específicos do seu projeto, entre em contato para uma avaliação técnica.