O produto está modelado em 3D, o cliente aprovou o visual e o prazo está apertado. A próxima etapa óbvia parece ser orçar o molde e começar a construção.
Esse é exatamente o momento em que a maioria das empresas pula uma etapa que vai custar muito mais caro depois: a revisão de DfM.
DfM, ou Design for Manufacturing, é a prática de analisar o projeto de um produto antes de fabricá-lo, verificando se ele pode ser produzido pelo processo escolhido sem problemas. No caso da injeção plástica, significa responder a uma pergunta objetiva: esse produto, do jeito que está projetado, pode ser injetado corretamente?
Este artigo explica o que o DfM analisa, por que é importante e o que acontece quando ele é ignorado.
O que o DfM para injeção plástica analisa
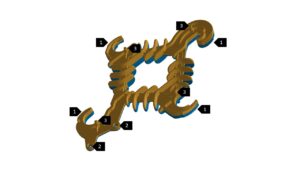
Uma revisão DfM completa para injeção plástica cobre sistematicamente os aspectos da geometria da peça que afetam a viabilidade e a qualidade do processo. Os principais são:
Espessura de parede nominal e uniformidade
A espessura de parede é a variável que mais influencia o processo de injeção. Paredes muito espessas aumentam o tempo de ciclo e criam risco de rechupe e empenamento. Paredes muito finas dificultam o preenchimento da cavidade. Variações bruscas de espessura geram gradientes de contração que resultam em defeitos dimensionais.
O DfM define a espessura nominal adequada para o material e a aplicação, e verifica se a geometria da peça mantém essa espessura de forma consistente ou se há acumulações de massa problemáticas.
Ângulos de saída
Para que a peça seja extraída do molde sem dano, todas as paredes verticais precisam ter um ângulo de saída, ou seja, uma inclinação mínima que permite o desmolde sem atrito excessivo. A ausência de ângulo suficiente causa marcas de arraste na superfície da peça, dificuldade de extração e deformação na saída do molde.
O ângulo mínimo varia com o material, o acabamento superficial exigido e a altura da parede. Como referência geral, 1° a 2° por lado é o mínimo para a maioria das aplicações. Paredes com textura exigem ângulos maiores.
Nervuras: proporção, altura e raios de concordância
Nervuras são elementos de rigidez essenciais em peças plásticas, mas nervuras mal dimensionadas causam rechupe visível na face oposta da peça. O DfM verifica:
- Espessura na raiz: não deve ultrapassar 60% da espessura nominal da parede.
- Altura: não deve ultrapassar 3 vezes a espessura da parede; além disso, o risco de deformação aumenta significativamente.
- Raio de concordância na base: mínimo de 25% da espessura da parede, pois cantos vivos concentram tensão e criam pontos de trinca.
- Ângulo de saída: 0,5° a 1° por lado para desmolde correto.
Raios e cantos internos
Cantos vivos internos concentram tensão mecânica e dificultam o fluxo do material durante a injeção. São pontos preferenciais de trinca em serviço e de preenchimento incompleto no processo. O DfM verifica se todos os cantos internos têm raios adequados: no mínimo 0,5 mm, preferencialmente 25% da espessura da parede.
Undercuts e elementos que dificultam o desmolde
Undercuts são geometrias que impedem o desmolde direto da peça, como furos laterais, ganchos e rosqueados externos. Eles não são necessariamente problemáticos, mas exigem elementos adicionais no molde (gavetas, lifters e postiços móveis) que aumentam o custo e a complexidade do ferramental.
O DfM mapeia todos os undercuts da peça e avalia se são necessários para a função ou se podem ser eliminados com uma modificação de geometria, o que simplifica e barateia o molde.
Linha de fechamento e marcas visuais
O molde é dividido em duas metades que se fecham ao redor da peça. A linha de divisão entre essas metades deixa uma marca sutil na superfície: a linha de fechamento. O DfM verifica onde essa linha vai aparecer e se ela está em uma região aceitável do ponto de vista estético e funcional.
Pontos de extração
Pinos extratores são necessários para empurrar a peça para fora do molde após o resfriamento. Eles deixam marcas na superfície. O DfM verifica se as regiões previstas para extração são funcionalmente adequadas: não em superfícies visíveis e não em regiões de encaixe ou vedação.
O que acontece quando o DfM é pulado
Quando o projeto vai para o molde sem revisão DfM, os problemas aparecem no tryout, depois que o ferramental foi usinado. E aí começa a conta:
Rechupe na face oposta às nervuras
A causa mais comum de retorno do molde para retrabalho. A nervura foi dimensionada com espessura excessiva na raiz, e o rechupe aparece na face oposta. A correção exige retrabalho no molde para reduzir a espessura da nervura por inserção de postiço. Custo: médio a alto, dependendo do número de nervuras afetadas.
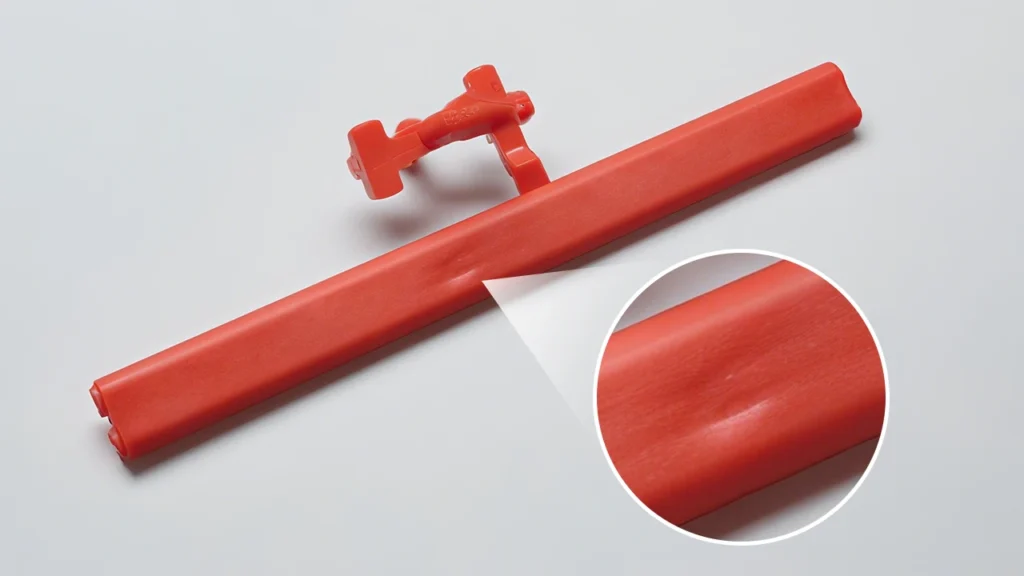
Dificuldade de desmolde ou marcas de arraste
Paredes sem ângulo de saída suficiente grudam no molde. A peça precisa ser arrancada com força, o que causa marcas, deformação ou quebra. A correção exige retrabalho das cavidades para adicionar ângulo. Custo: médio a alto.
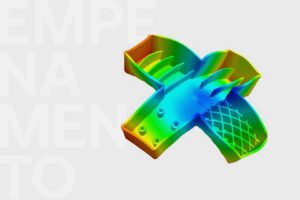
Empenamento fora de tolerância
Variação de espessura não prevista resulta em contração diferencial e empenamento. A peça não monta, não veda e não encaixa. A correção pode exigir modificação de geometria, adição de nervuras e ajuste do resfriamento. Em casos graves, é necessário reprojetar a peça e construir novo molde. Custo: alto a muito alto.
Undercuts não mapeados
A ferramentaria identifica um undercut no projeto que não foi mapeado. O molde precisa de uma gaveta adicional que não estava no orçamento original. Custo: adicional de ferramental e atraso no prazo.
Linha de fechamento em posição inaceitável
A linha de fechamento aparece em uma superfície visível ou em uma região funcional crítica. Reposicionar essa linha exige modificação estrutural no molde. Custo: médio a alto.
DfM e simulação Moldflow: qual é a diferença?
São complementares, não substitutos. O DfM é uma revisão qualitativa da geometria da peça: verifica se os elementos de design respeitam as regras do processo de injeção. É feito pelo engenheiro de produto com experiência em injeção plástica, usando o modelo 3D como referência.
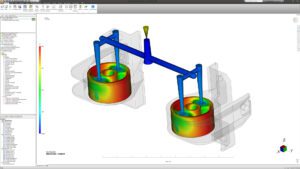
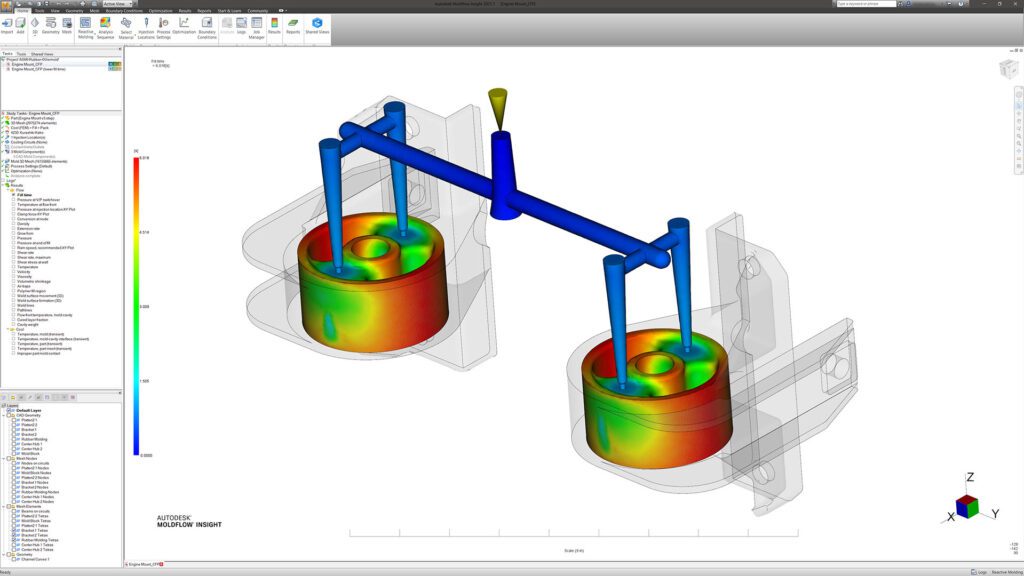
A simulação Moldflow é uma análise quantitativa do processo: simula numericamente o preenchimento, recalque, resfriamento e empenamento para prever o comportamento real da peça. Ela confirma (ou refuta) as decisões tomadas no DfM com dados numéricos.
O fluxo correto é DfM primeiro, para garantir que a geometria é viável, e simulação depois, para validar que ela funciona bem no processo. Pular o DfM e ir direto para a simulação é possível, mas a simulação vai identificar problemas que o DfM teria resolvido mais rapidamente.
Quando fazer o DfM
O momento ideal é o mais cedo possível no desenvolvimento, de preferência antes do modelo 3D estar completamente finalizado. Quanto mais cedo o DfM é feito, mais barato é corrigir os problemas que ele identifica:
- Na fase conceitual: o custo de uma correção é zero, é só mudar o esboço.
- Com o modelo 3D em desenvolvimento: custo de horas de CAD.
- Com o modelo 3D finalizado, mas antes do molde: custo de revisão de CAD, mais trabalhoso, mas ainda viável.
- Durante a construção do molde: custo começa a envolver alterações no projeto do ferramental.
- No tryout: custo de retrabalho no molde, que pode chegar a 30% a 70% do valor original.
- Em produção: custo de refugo, reclamação e recall.
A curva de custo de correção cresce de forma exponencial com o tempo. Uma hora de DfM no início do projeto pode evitar semanas de retrabalho no tryout.
O DfM não é burocracia: é o que separa um projeto que funciona de um que vai dar problema
Toda peça plástica injetada passa por um DfM de alguma forma. A diferença é quando ele acontece. Se não for feito explicitamente pelo projetista antes do molde, ele será feito implicitamente pelo tryout, pelo retrabalho e pelo custo de correção.
A questão não é se o DfM será feito: é quem vai pagar por ele. A hora do engenheiro antes do molde, ou o retrabalho da ferramentaria depois.
Na Projetos de Mestre, a revisão DfM é a primeira etapa de qualquer projeto de produto plástico. O resultado é entregue como um relatório técnico com os pontos identificados, as correções recomendadas e a justificativa técnica de cada uma, documentação que também serve como referência para o ferramentista.
Se você tem um produto em desenvolvimento e quer saber se o projeto está pronto para ir ao molde, entre em contato para uma revisão DfM.