A cena é comum em qualquer ferramentaria ou célula de injeção: a peça sai do molde com uma depressão visível na superfície, um afundamento suave que arruína o acabamento e, dependendo da aplicação, compromete a função. O operador ajusta pressão de recalque, altera temperatura, reduz ciclo. Melhora um pouco. Mas o rechupe não some de vez.
O motivo quase sempre é o mesmo: o problema não está na injetora. Está no projeto da peça.
Este artigo explica por que rechupe em peça plástica é, na maioria dos casos, uma consequência de decisões tomadas na fase de design, e como um projeto bem-feito elimina o defeito antes mesmo de o molde existir.
O que é rechupe e por que ele aparece
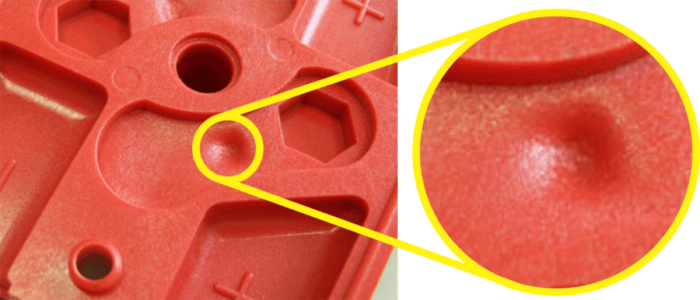
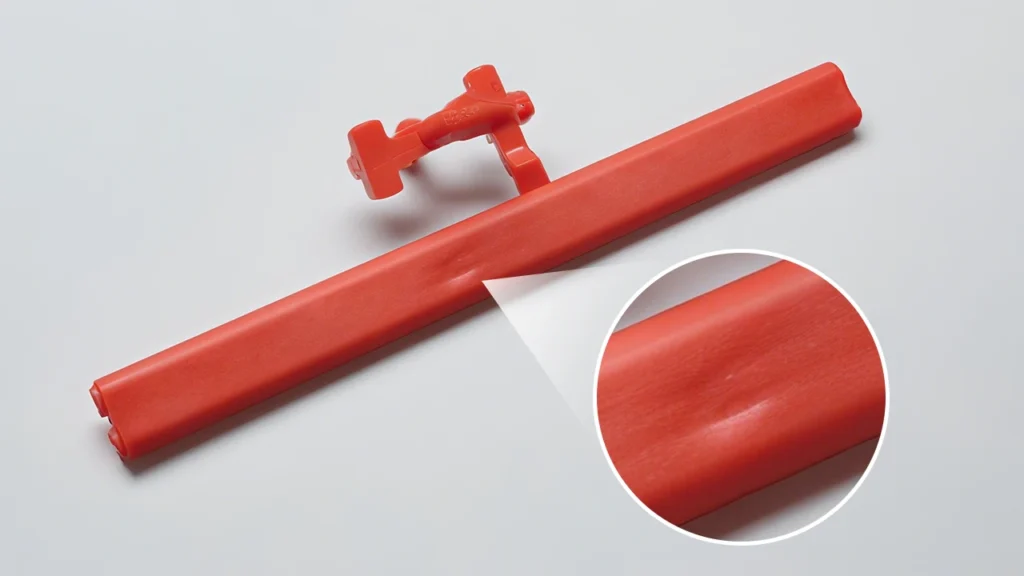
Rechupe (também chamado de chupagem ou sink mark) é uma depressão localizada na superfície de uma peça injetada. Ela ocorre porque o plástico, ao resfriar, se contrai, e essa contração não é uniforme em toda a peça.
O princípio físico é simples: regiões mais espessas de material demoram mais para solidificar. Enquanto a casca externa já está rígida, o núcleo interno ainda está fundido e continua contraindo. Sem material suficiente para compensar esse volume que “encolhe”, a superfície cede, e o rechupe aparece.
Isso significa que rechupe é, antes de tudo, um problema de geometria. A pressão de recalque pode compensar parte da contração volumétrica, mas ela tem um limite físico: depende do tempo de solidificação do ponto de injeção, da viscosidade do material e da transmissão de pressão ao longo da cavidade. Quando a geometria da peça cria um reservatório de massa que o recalque não consegue alimentar, o rechupe vai aparecer, independentemente do quanto o operador ajuste os parâmetros.
As causas de rechupe que vêm do projeto
1. Espessura de parede excessiva ou não uniforme
A causa mais frequente. Quando uma região da peça tem espessura muito maior que as adjacentes, ela demora muito mais para solidificar. O diferencial de contração entre essa região e as paredes ao redor cria tensão interna — e o rechupe aparece na superfície oposta à região mais espessa.
A regra de ouro no design para injeção é manter espessura de parede constante, ou com transições graduais. Variações bruscas de seção são a receita para rechupe, empenamento e tensões residuais.
2. Raiz de nervura superdimensionada
Nervuras são elementos estruturais essenciais em peças plásticas, permitem rigidez sem aumentar espessura de parede. O problema é quando a raiz da nervura (a junção entre ela e a parede da peça) é muito espessa.
Existe uma relação técnica consagrada: a espessura da nervura na raiz não deve ultrapassar 60% da espessura nominal da parede. Quando essa proporção é violada, a raiz da nervura vira um “bolsão” de massa que não consegue ser compactado adequadamente, e o rechupe aparece na face oposta, exatamente onde a nervura se encontra com a parede.
É um dos rechupes mais traiçoeiros: o operador vê a depressão na face visível da peça, mas a causa está na nervura do lado oposto.
3. Intersecção de nervuras e reforços
Quando nervuras se cruzam, ou quando um reforço encontra uma parede, cria-se uma acumulação de massa localizada, um ponto com espessura muito maior que o restante da peça. Esse ponto é praticamente impossível de compactar adequadamente pelo recalque.
O projeto correto prevê nervuras que não se cruzam diretamente, ou usa recursos como furos de alívio nas intersecções para quebrar o excesso de massa.
4. Posicionamento incorreto do ponto de injeção
O ponto de injeção deve ser posicionado para que o fluxo de material percorra a cavidade de forma equilibrada, preferencialmente de regiões mais espessas para mais finas. Quando o gate está mal posicionado, o recalque não consegue transmitir pressão até as regiões mais distantes ou mais espessas da peça. O resultado é contração não compensada, e rechupe.
Esse é um dos problemas que a simulação Moldflow identifica antes de qualquer metal ser usinado.
5. Transições abruptas de seção
Uma mudança brusca de espessura de parede, digamos, de 2 mm para 5 mm em uma distância curta, cria um gradiente térmico severo durante o resfriamento. A região mais espessa solidifica muito depois da fina, e a diferença de contração gera tensão que se manifesta como rechupe ou, em casos mais graves, como empenamento.
A solução é projetar transições cônicas ou em rampa, distribuindo a variação de espessura ao longo de uma distância maior.

Por que ajustar a injetora não resolve (ou resolve pouco)
Os parâmetros de processo, pressão de recalque, tempo de recalque, temperatura do molde, temperatura do material, têm capacidade real de compensar contração. Mas essa capacidade tem limites físicos que o design pode ultrapassar.
- Aumentar a pressão de recalque melhora a compactação, mas a pressão precisa chegar até a região problemática. Se o ponto de injeção solidifica antes de transmitir pressão suficiente, o aumento de recalque não tem efeito.
- Aumentar temperatura do material melhora o fluxo, mas aumenta a contração volumétrica, pode piorar o rechupe.
- Aumentar tempo de resfriamento reduz a contração diferencial, mas aumenta o ciclo e o custo de produção, sem eliminar a causa raiz.
Em resumo: parâmetros de processo são ferramentas de otimização dentro de uma janela de processamento. Eles não são ferramentas de correção de problemas de projeto. Quando o design está errado, a janela de processamento que satisfaz todos os requisitos da peça pode simplesmente não existir.
O custo disso é alto. Retrabalho em molde para corrigir geometria custa em média 30% a 70% do valor original do molde, dependendo da complexidade, sem contar o tempo perdido, o atraso na entrega e os ciclos de tryout adicionais.
Como o projeto correto elimina o rechupe
Um projeto de produto plástico bem-feito para injeção considera todas essas variáveis antes de o molde ser orçado:
- Espessura nominal definida por análise estrutural. A espessura de parede não é escolhida por intuição — é calculada para atender a carga mecânica com o material selecionado. Uma vez definida, toda a geometria é construída em torno dela.
- Nervuras dimensionadas pela regra dos 60%. Altura, espessura na raiz e raios de concordância são calculados para rigidez máxima com rechupe mínimo.
- Transições de seção suaves. Qualquer variação de espessura é distribuída em rampas que o processo de injeção consegue compactar adequadamente.
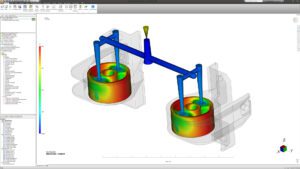
- Posicionamento de gate validado em simulação. A simulação Moldflow permite testar diferentes posições de ponto de injeção antes de qualquer usinagem, identificando onde o recalque consegue — e onde não consegue — transmitir pressão para as regiões críticas.
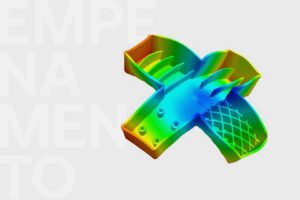
- Análise de resfriamento. A distribuição de temperatura no molde é simulada para garantir que o diferencial térmico entre regiões de espessura diferente não gere contração diferencial problemática.
Quando a simulação Moldflow entra nessa história
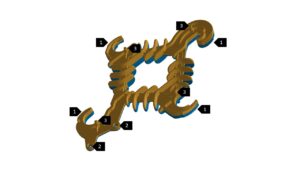
A simulação de injeção plástica permite prever rechupe ainda na fase de projeto, antes de qualquer metal ser usinado. O software simula o preenchimento, recalque e resfriamento da peça, identificando:
- Regiões com risco de rechupe por acúmulo de massa
- Posições ótimas de gate para maximizar eficiência do recalque
- Distribuição de temperatura no resfriamento e gradientes térmicos críticos
- Janela de processamento viável, se ela existe para a geometria proposta
Com esses dados em mãos, o projetista pode ajustar a geometria da peça, reposicionar o gate ou modificar o sistema de refrigeração do molde antes de qualquer custo de ferramental ser gerado. É a diferença entre descobrir o problema em um relatório de simulação, que custa uma fração do molde, e descobrir no tryout, depois que o molde está usinado.
Rechupe não é um problema de processo. É um problema de projeto.
Essa distinção importa porque define quem pode resolver o problema, e quando. Se o rechupe tem origem no design, o processista pode amenizá-lo com parâmetros, mas não vai eliminá-lo. A solução real exige revisão de projeto: ajuste de espessura, redesenho de nervura, reposicionamento de gate. Quanto mais cedo essa revisão acontece no ciclo de desenvolvimento, menor o custo.
- Antes do molde: custo é de horas de engenharia.
- Depois do tryout: custo é de retrabalho no molde, novos tryouts, atraso na entrega.
- Em produção: custo é de refugo, reclamação do cliente, recall.
A pergunta que toda empresa que desenvolve um produto plástico deveria fazer antes de solicitar orçamento de molde: esse projeto foi validado para injeção por um engenheiro especialista?
Como a Projetos de Mestre atua nesse processo
O trabalho começa antes do molde. O processo inclui revisão DfM da geometria da peça, dimensionamento de espessuras e nervuras, simulação Moldflow para validação de preenchimento, recalque e resfriamento, identificação de riscos antes do ferramental, e acompanhamento técnico até o tryout e aprovação da peça.
O objetivo é entregar um projeto que o ferramentista consiga executar sem surpresas, e que a peça saia certa do primeiro tryout.
Se você tem um produto em desenvolvimento ou está enfrentando rechupe em uma peça existente, entre em contato para uma avaliação técnica.